自宅の作業スペースとして30mm厚の丈夫な集成材を使い、大型のL字デスク(メイン机500mm幅 + サブ机380mm幅)を作ることになりました。
そこで直面したのが、木工DIYにおける最大の壁です。
「この重くて分厚い2枚の板を、どうやって綺麗に、かつ強固につなぐか?」
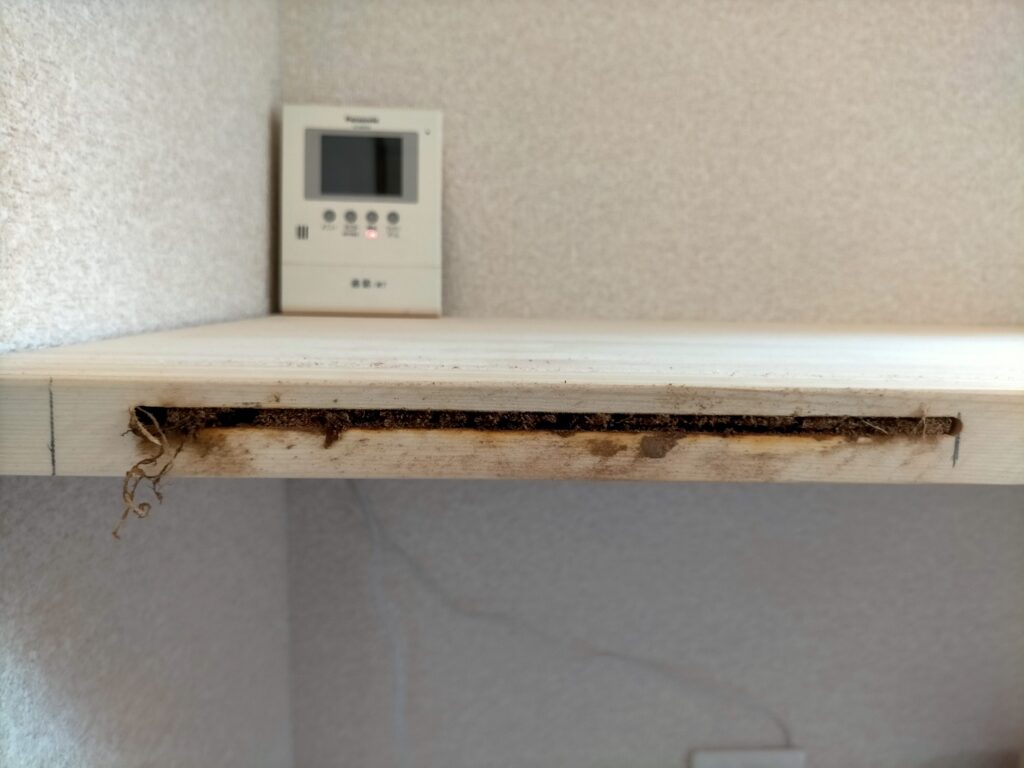
接合面に1ミリでも段差ができれば、デスクとしては使い物になりません。ダボ接ぎはズレるのが怖いし、ビスを斜め打ちして表面に見えるのも絶対に嫌だ……。
悩みに悩んだ末、私がたどり着いたのが**「雇い実(やといざね)」という伝統的かつ合理的な接合方法でした。結論から言うと、DIYレベルにおいて、雇い実は強度・精度・見た目のすべてを兼ね備えた最強のバランス**を誇ります。
この記事では、トリマーと端材だけでプロ並みのフラットな接合面を作り出す「雇い実」の全手順と、**絶対に段差を作らないための“ある秘密の順番”**を詳しく解説します。
関連記事
👇L字デスク製作の詳細記事はこちら
あわせて読みたい

1. なぜ「雇い実(ざね)」がDIYの最適解なのか?
DIYで木材を接合する際、よくある絶望的な失敗はこの3つです。
- 接合面がズレて段差ができる(削って直す地獄)
- 強度が足りず、体重をかけると折れそうになる
- 補強のビスや金具が見えてしまい、安っぽくなる
これらの悩みを一気に解決してくれるのが雇い実です。両方の板の木口(側面)に溝を掘り、そこに別の木の板(雇い実=ジョイント材)を差し込んでつなぐ工法です。
他の接合方法との比較
| 接合方法 | 強度 | 難易度 | 特徴・コスト |
| 雇い実 | ◎ | 低〜中 | 精度・強度・見た目すべて優秀。トリマーと端材で可能。 |
| ビスケット | ◎ | 低 | 爆速で正確だが、数万円する専用工具(ジョイナー)が必要。 |
| 木ダボ | △ | 高 | コスパは最強だが、穴あけが少しでもズレると修正不能。 |
| ほぞ組 | ◎ | 激高 | 本格木工向け。ノコギリとノミの圧倒的な技術が必要。 |
| ビス・金具 | △ | 低 | 簡単だが、見た目が悪くデザインが制限される。 |
高価なビスケットジョイナーを買わなくても、手持ちのトリマーさえあれば、端材で高精度なジョイントを作れるのが雇い実の最大の魅力です。
2. 雇い実(ジョイント材)の作り方
今回の材料と寸法は以下の通りです。
- 本番の材料: 30mm厚の集成材(メイン500mm幅、サブ380mm幅)
- 雇い実の材料: 12mm厚の合板(端材で十分です)
- 雇い実のサイズ: 20mm幅 × 250mm長(1枚)
丸ノコを使って、12mm合板の端材から雇い実を切り出します。
💡 ポイント: 雇い実の厚みは、溝に入れた時に「スッとは入らないけど、軽く叩けば入る(わずかにキツい)」くらいが理想です。ゆるゆるだと強度がガタ落ちするので注意してください。


3. 【最重要】トリマー加工:段差を生まない「魔法の順番」
ここがこの記事で一番重要なポイントです。
今回は6mmのストレートビットしか持っていなかったため、**2回削って12mm幅の溝(メスザネ)**を作ります。
「なんだ、線を引いてその通りに2回削ればいいんでしょ?」と思った方、ストップです!
別々に作業すると、トリマーの当て方のわずかなブレが段差となって表面に現れます。表面を完全にフラットにするための**「正しい削り順」**を守ってください。
絶対に守るべき加工手順
- 【1回目】メイン机の溝を掘る(ガイドを当てて6mm幅で削る)
- 【1回目】サブ机の溝を掘る(※絶対にトリマーのガイド設定を変えずに!)
- 【ガイド調整】 トリマーのガイドを6mmずらして再固定する。
- 【2回目】メイン机の溝を掘る(残りの6mm幅を削る)
- 【2回目】サブ机の溝を掘る
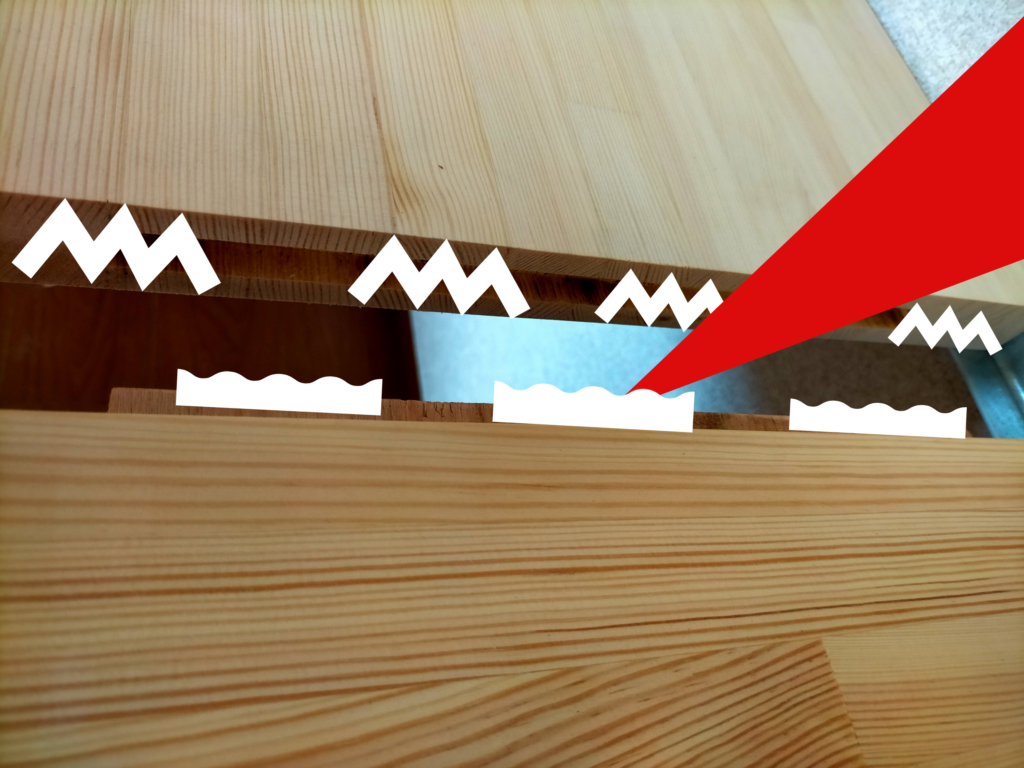
📸【最重要】段差をなくす溝掘りの順番。ガイドを動かす前に必ず両方の板を削るのが鉄則!
トリマーを使ってメイン机の溝を掘る メイン机1回目メスザネ サブ机1回目メスザネ メイン机2回目メスザネ サブ机2回目メスザネ




なぜこの順番なのか?
トリマーのガイド設定を固定したまま「基準面(今回は天板の表面)」から同じ距離で両方の板を削ることで、溝の位置がミリ単位で完全に一致するからです。これさえ守れば、接合時に表面の段差は絶対に生まれません。
💡 溝加工のコツ
- 深さ: 約11mm(雇い実の幅の半分10mm+ボンドの逃げ場として1mm余裕を持たせる)
- 長さ: 255mm程度(雇い実250mmより少し長めにする。遊びがないと組み立て時に横ズレの調整ができなくなります)
4. 仕上げ:密着度を左右する地道な作業
トリマーで溝を掘り終えたら、そのまま差し込んではいけません。
- ノミで溝を整える: ストレートビットで掘った溝を雇い実が奥までしっかり入るように、ノミを使って整えます。
- バリ取り: 溝の縁にささくれ(バリ)があると、板同士が密着しません。紙ヤスリやノミで綺麗に除去します。
この地道なひと手間をサボると、「隙間・浮き・段差」という悲惨な結果を招きます。
5. 接着と圧着:強度を決める最終決戦
いよいよ合体です。いきなりボンドを塗らず、まずは「仮組み」をして段差がないか、奥までしっかり入るかを確認しましょう。
少しキツすぎる場合は、雇い実の角をハンマーで軽く叩いて少しだけ繊維を潰す**「木殺し(きごろし)」**というテクニックを使うと入りやすくなります。
📸木工作品の強度を爆上げするタイトボンド(赤)と、ハンマーで軽く叩いて「木殺し」をした雇い実
ハンマーで軽く叩いて「木殺し」をした雇い実を少しメスザネ溝に入れて仮組確認 メスザネ溝と雇いざね(20×250mm)の両面に木工用ボンドまたはTitebond(タイトボンド)を塗布する工程の図解

接着剤は「タイトボンド(赤)」一択
木工用ボンドでもくっつきますが、強固なデスクを作るならプロも愛用する「Titebond(オリジナル・赤)」を強くおすすめします。初期接着力が極めて高く、乾燥後はカチカチに固まるためヤスリがけも可能です。溝の内部と雇い実の両方にしっかりと塗布して差し込みます。
👇Titebond(オリジナル・赤):乾燥後に削れる、強度が高い、プロもよく使う。

ポチップ
クランプでの圧着をサボる者は泣きを見る
差し込んだら終わり、ではありません。接着剤の水分で木が滑り、放置するとほぼ確実に面がズレます。
- 上下の板の面をピッタリ揃えるように当て木をしてクランプ。
- 板同士を引き寄せる方向(横方向)にも長いクランプをかけてガッチリ固定。
📸接着時のズレを防ぐため、複数のクランプを使って縦横から徹底的に圧着する
圧着 クランプも併用


ボンドがはみ出してくるのを確認しながら、一晩しっかりと圧着・乾燥させれば完成です!
まとめ

雇い実(ざね)接合は、DIYにおいて以下のメリットをもたらします。
- 強度 → ◎ (分厚い板でもビクともしない)
- 精度 → ◎ (正しい順番で削れば段差ゼロ)
- 見た目 → ◎ (表面にビスなどの跡が一切残らない)
- コスパ → ◎ (トリマーと端材だけでOK)
高価な専用工具に頼らなくても、少しの知識と工夫でプロ並みの仕上がりを手に入れることができる。これぞDIYの醍醐味ですよね。
トリマーをお持ちの方は、ぜひ次の作品づくりで「雇い実」に挑戦してみてください。作品のクオリティが跳ね上がること間違いなしです!
あなたの木工DIYで、一番信頼している接合方法は何ですか?
「雇い実を試してみたい!」「こんな接合で失敗したことがある…」など、ぜひコメント欄で教えてください!一緒に「愛着あるものを長く使う」DIYを楽しんでいきましょう。
関連記事
👇【保存版】1300km離れた実家再生の修羅場を支えた最強の相棒!一生モノのDIY道具・厳選10選
あわせて読みたい👇L字棚製作の詳細記事はこちら
あわせて読みたい